
DIGITAL MANUFACTURING - WEEK NINE: MACHINE Qualification and Process CAPABILITY
Author: Callum Baxter Date: 02/05/2023 Topic: Digital Design and Manufacturing
Introduction
During the ninth teaching week Machine Qualification and Process Capability was investigated and applied to the production brief to manufacture 50,000 phone cases using additive manufacturing technology.
MACHINE QUALIFICATION
Machine Qualification is a strategy used by Manufacturing Engineers to ensure machinery/ equipment purchases are suitable for use within a specific manufacturing context, are reliable and compliant with legislation and standards.
Before a new piece of manufacturing equipment is bought it is important for Manufacturing Engineers to understand the factors that effect the quality, reliability, costs and legislation surrounding a specific piece of equipment and its operation. For example, some companies have strict rules regarding parameters such as cost, cycle time, ease of maintenance, dimensions/ machinery foot print, cost of water/ air/ electricity associated with operation, health and safety, and reliability/ repeatability.
Machine requirements are often based upon a production brief and align with the quality control procedures set by a company. They are then agreed upon by a team of manufacturing engineers. These requirements should meet the demands of the company without being unrealistic. It is therefore important that manufacturing engineers have a good understanding of the capabilities of a variety of contemporary manufacturing technologies.
There are typically two stages to Machine Qualifications. The first stage takes place at the supplier where the machine is scrutinised according to the supplier’s quality control procedures. Working with the supplier, manufacturing engineers can request sample/ prototype parts and check the dimensions against their engineering drawings to determine the quality of the outcome. The machine is then installed commissioned by the supplier if it is seen to be suitable.
The second stage of machine qualification takes place once the machine has been installed within the factory. This can involve timing parameters such as time, temperature and pressure, making health and safety plans, determining quantity of parts to be produced within a specific time, and determining machinery up/ down time.
PROCESS CAPABILITY
Process Capability studies can allow companies to assess the reliability and repeatability of a machine throughout its operational life. Using this study, manufacturing engineers can optimise the performance of their machinery and attempt to extrapolate their data to predict the future performance of their machinery. Doing this can help to set realistic production targets, contribute to economic forecasts and better understand the effects of acquiring additional machines.
Manufacturing Engineers will set Upper and Lower Specification Limits (USL and LSL) based upon the Machine Qualification and production targets of the company. Data collected from process capability studies should not fall outside of the USL and LSL range and should ideally be centred between these two limits. This avoids placing too much pressure on machinery to perform optimally in order to meet production targets but also incentivises the consistent good performance and high quality maintenance of machinery. Machinery that has a recorded process capability that has a large spread will not be stable and cannot be relied upon to meet production targets.
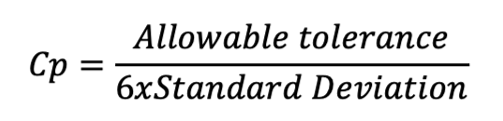
Below is an equation that can be used to determine if a process spread is narrower than the specification limits:
Below is a further equation that can be used to measure how centred the process is in relation to the Upper and Lower Specification Limits.

A Cpk value of 1 means that 99.7% of parts are produced within the USL and LSL (therefore 2,700 parts per million are produced out of specification).
A Cpk value of 1.33 means that 99.9937% of parts are produced within the USL and LSL (therefore 64 parts per million are produced out of specification).
A Cpk value of 1.63 means that only one part per million if produced outside of specified limits.
Companies undertaking research and development efforts to adopt new manufacturing technologies (such as additive manufacturing) will use process capability studies alongside experimental process development in order to optimise their production. These studies can also help to develop a company to develop a use case for new manufacturing technologies based upon its operating parameters. For example, due to its production capabilities and limitations, additive manufacturing technology might be used by a company exclusively to produce low-volume novelty products, to save material by combining multiple parts together, or to create products with functional elements (such as polymer spring mechanisms).
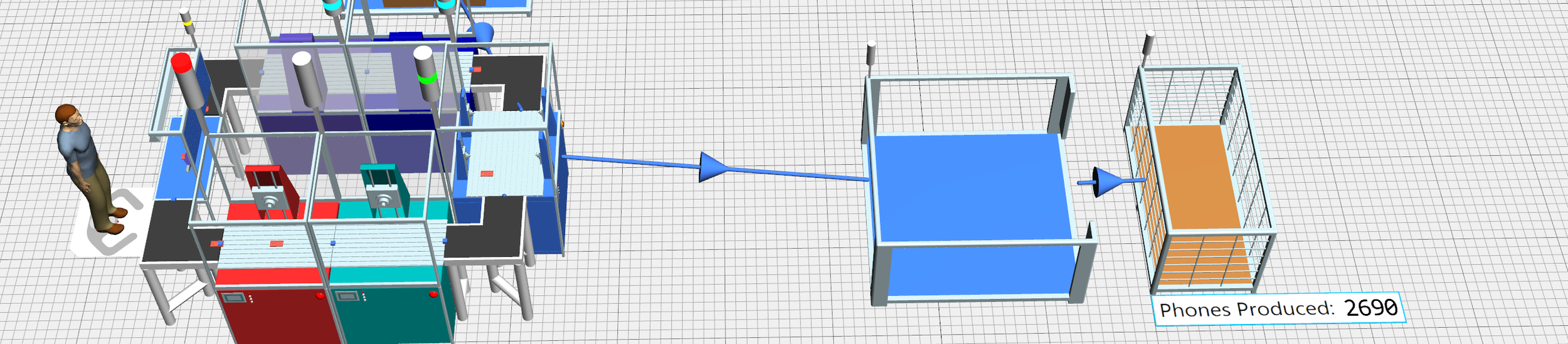
Process Capability data can be collected in real time using sensors and used to inform digital twin simulations. Digital Twins can be useful to predict maintenance issues and forecast production targets. If it was possible, the digital twin produced in week 7’s blog would be informed with real process data and the process would be optimised for the production of 50,000 phone cases.
REFERENCES
No information was referenced within this blog post.