
Digital Manufacturing - Week Two: Manufacturing technologies & processes
Author: Callum Baxter Date 06/02/2023 Topic: Digital Design and Manufacture
Introduction
During the second teaching week, various additive manufacturing technologies and processes were critically investigated within the context of the project brief. Additionally, common industry practices such as design for additive manufacture and logistical considerations for mass production were discussed to help inform our workflow.
Additive Manufacturing Technologies
The American Society for Testing Materials separates additive manufacturing technologies into seven main categories (The International Organisation for Standardisation, 2021):
Vat Polymerisation. Vat polymerization manufacturing processes produce three dimensional objects by using a light source to repeatedly cure cross sectional areas of a part within a tank of liquid photocurable resin (Gibson et al., 2015). Both visible and ultraviolet light sources are common and are utilised in the form of lasers, digital high-resolution screens, and projectors.
Binder Jetting. Binder Jetting was the first additive manufacturing method to be developed by MIT in the early 1990’s (Godec et al., 2022) . The process uses ink jet technology found in conventional office printers to selectively deposit binder into a tank of powder and builds an object one layer at a time. Parts produced using this process usually require extensive post-processing. This can include removing the part from the powder bed, the recycling and removal of excess waste powder and infiltration of the part to improve its mechanical properties.
Material Jetting. Material jetting uses the same technology as an ink jet printer to deposit material layer by layer and then selectively cures material with UV light according to an objects’ cross section. As a result no supports are needed for this process. Material jetting printers and their raw materials are generally considerable more expensive than other printing technologies but can offer advantages such as multicolour CMYK colouring within one build (Godec et al., 2022).
Direct Energy Deposition. DED machines use energy to melt and adhere metal wires as they are deposited onto a build plate or pre-existing object. This technology is typically used for printing with metals and therefore isn’t considered a viable manufacturing process for this assignment.
Sheet Lamination. Sheet Lamination processes build a an object by repeatedly cutting the cross sectional area of a part out of a sheet material and then adhering those sheets together. Typically these technologies use thin materials such as paper and plastic films to decrease dimensional inaccuracies and increase the quality of surface finish. Parts produced using paper sheets have similar properties to wood due to their isotropic strengths and wood-fibre content (Gibson et al, 2015).
Powder Bed Fusion. Powder bed fusion technologies uses ink jetting technology to selectively cure thin layers of gypsum powder with treated water (binder) (Godec et al, 2022). Typically a historical technology with very few contemporary use-cases. Finished parts are generally brittle even after extensive post-processing.
Material Extrusion. Material extrusion machines deposit molten filament onto a build platform in a pre-determined path to manufacture an object layer-by-layer (Godec et al., 2022). The most common form of Material Extrusion printer is a Fused Filament Fabrication printer, such as an Ultimaker S5 (Fig.2) (Godec et al., 2022). Machines also come in the form of Continuous Fibre Manufacturing machines, such as the Markforged X7 (Fig.7), and other machines can be capable of processing metal infused polymer filaments, such as the Markforged Metal X (Fig.8).
During this assignment I had access to several different additive manufacturing technologies, this included: Selective Laser Sintering (SLS), Fused Deposition Modelling (FDM), Stereolithography (SLA), Direct Light Processing (DLP) and Material Jetting (MJ). Figures 1 - 8 illustrate the technologies available within Print City (February 2023).
Print City Manufacturing Technologies (February 2023)








Manufacturing Simulation
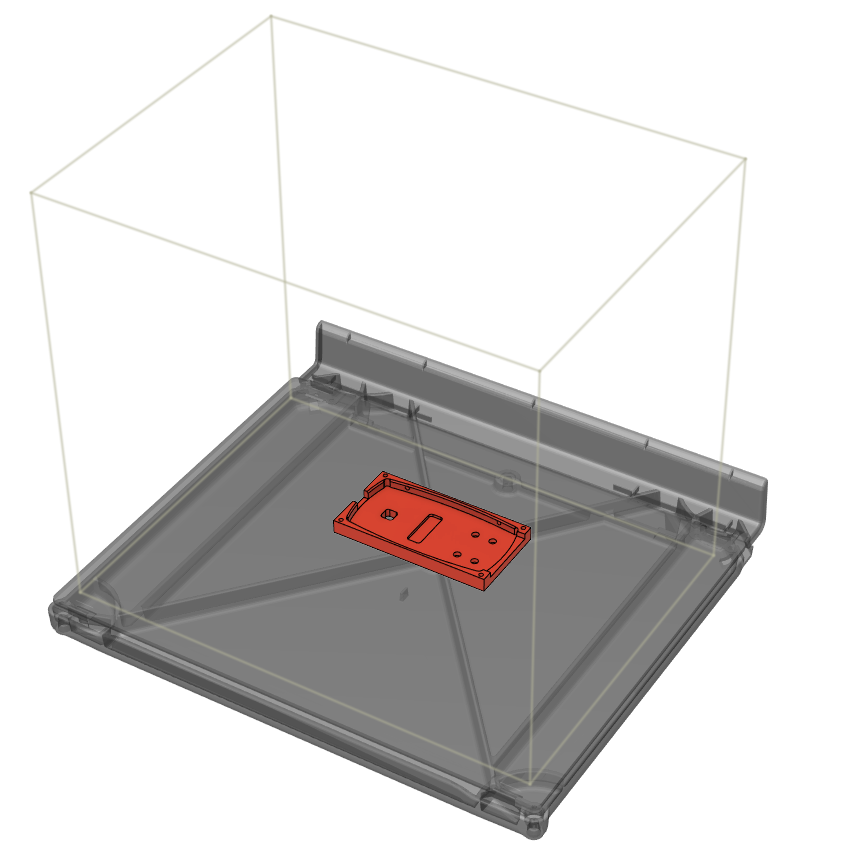
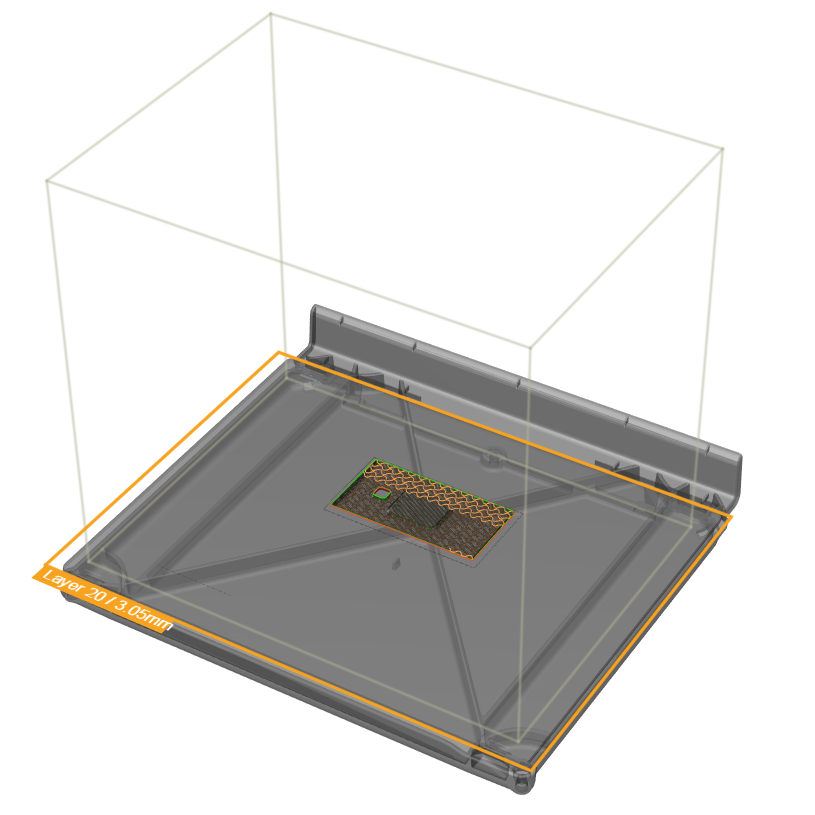
Fusion 360 allows users to simulate manufacturing processes before committing to real-world production and therefore removes the need for users to export files and load third party 3D slicing programmes. This accommodates a flexible design workflow and supports quick and easy design revisions. A large catalogue of printers can be simulated including machines produced by popular brands such as Ultimaker, FormLabs, Prusa and Sratasys. Print settings and model positioning can be tailored to user demands and a build path can be generated and simulated. Figures 9-11 show the set up I used to simulate the manufacture of my phone case. Fusion 360 also allows users to export their build settings into G-Code or other proprietary slicing software (such as PreForm) which supports a rapid prototyping workflow.

3D Slicing software
Proprietary 3D slicing software, such as Ultimaker Cura or FormLabs Preform, usually offer more customisable settings than those presented within Fusion 360’s manufacturing environment. This means that builds can be prepared to exact specifications, which facilitates more accurate duration and material consumption estimations and cost projections can be made with more assurance.
After simulating it’s manufacture within Fusion 360, I converted the phone case model from a Fusion 360 Design file (F3D) into both a three-dimensional manufacturing file (3MF) and Standard Triangle Language file (STL). These files types are readable by most 3D slicing programmes and each present different advantages and disadvantages. For example, STL files are large and only record the outer geometry of a model with no regard for scale, units, positioning or material. However STL’s are generally accepted by all commercial 3D slicing programmes and are an established and common file type within the additive manufacturing industry. To contrast this, 3MF files record more information about a model and use less data when compared to STL files but are not universally recognised by all 3D slicing programmes.
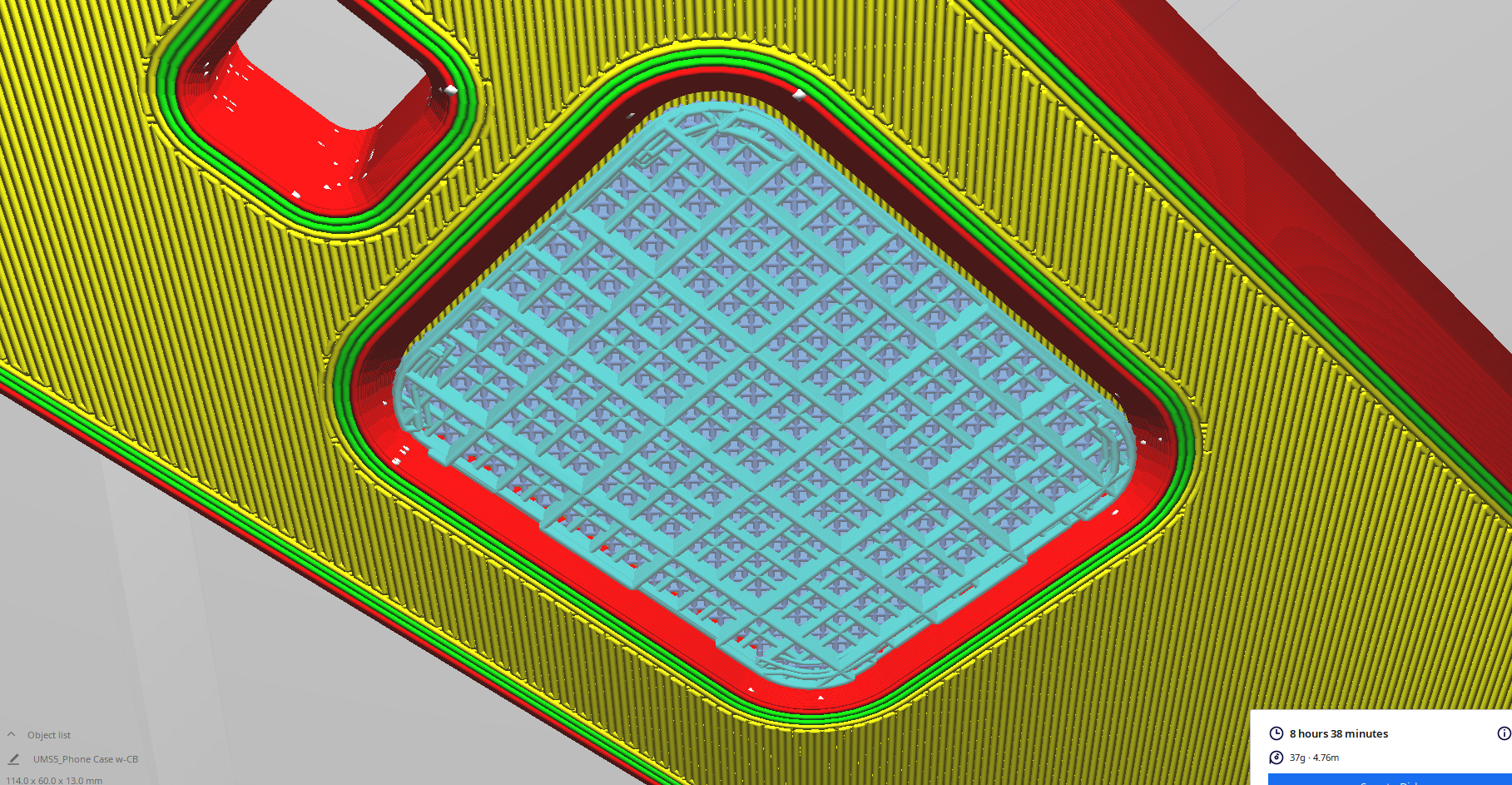
Using Cura Slicer and Preform (Ultimaker and FormLabs’ proprietary slicing programmes) the files were prepared for printing. It is during this stage that considerations were made regarding the mass manufacture of the phone cases. I felt it was important to consider the time required to produce a single unit, material cost and consumption, the quality of the part produced and the potential productivity of the selected technology in order to make an accurate judgement about the suitability of each process for mass-production.
Ultimaker Cura
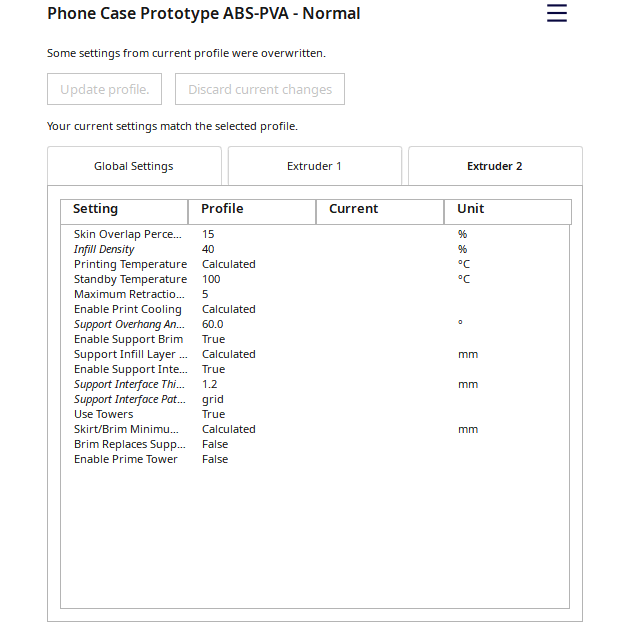
Ultimaker Cura was used as slicer to upload a print file to an Ultimaker S5 loaded with 0.4mm AA and 0.4mm BB nozzles and used red ABS and natural PVA filament materials. ABS was chosen because it is a cheap commodity plastic and often used within mass-manufacturing processes such as injection moulding.
PLA was also investigated as a more sustainable alternative to ABS. The two plastics have similar properties however PLA is usually derived from plant-based starches whereas ABS is a petroleum-derived plastic. PLA is therefore preferable as a prototyping material due to its renewable source materials and recyclability. It is common practice for waste PLA to be recycled into fresh filament in the form of rPLA and Print City stock a large quantity of this material.





FormLabs PreForm
Preform is FormLabs’ proprietary 3D slicing software that allows users to upload print files directly to any FormLabs 3D printer. FormLabs was initially a producer of SLA machines but have since applied their knowledge of laser technology to produce SLS printers.
PreForm is a sophisticated 3D slicer that takes into account the forces applied to a part during manufacture and can automatically analyse, orientate and support a part depending on its geometry, the material used and the type of printer. PreForm also gives duration and material consumption estimations to allow users to estimate the cost of manufacture.
Generally SLA technologies offer superior mechanical properties and surface finish to FDM parts but resins can be more expensive when compared to most filaments. FormLabs produce a wide range of both commodity and engineering resins that range in price and application. Technical engineering resins are usually more expensive but offer unique material properties compared to standard resins. Their are no specific mechanical demands on this product so in an effort to reduce expenditure I chose to use standard white resin to prototype my phone case. Figures 20 - 22 illustrate the workflow for producing my prototype.



Video Demonstrations
The videos below demonstrate how parts are sliced and manufactured using two different additive manufacturing technologies (DLP & SLS).
REFRENCES
3D Natives. (no date) INDUSTRY F421. [Online image] [06/02/2023] https://www.3dnatives.com/3D-compare/en/3d-printers/industry-f421/
Additive X. (no date) Formlabs Fuse 1+ 30W. [Online image] [06/02/2023] https://www.additive-x.com/shop/formlabs-fuse-1-30w.html
Additive X. (2020) Markforged Metal X. [Online image] [06/02/2023] https://additive-x.com/blog/an-introduction-to-fff-fdm-metals/
Dream 3D. (no date) ULTIMAKER S5 AIR MANAGER. [Online image] [06/02/2023] https://www.dream3d.co.uk/product/ultimaker-s5-air-manager/
Europac 3D. (no date) HP Jet Fusion 580. [Online image] [06/02/2023] https://europac3d.com/3d-printers/hp-jet-fusion-580-uk/
FormLabs. (no date) FormLabs Form 3. [Online image] [06/02/2023] https://formlabs.com/asia/3d-printers/form-3/
Godec, D., Gonzalez-Gutierrez, J., Nordin, A., Pei, E., Alcazár, J. U. (2022) A guide to additive manufacturing. 2nd ed., Cham: Springer.
Gibson I., Rosen D. and Stucker B. (2015) Additive manufacturing technologies: rapid prototyping to direct digital manufacturing. 2nd ed., Louisville: Springer.
Markforged. (no date) Markforged X7. [Online image] [06/02/2023] https://markforged.com/3d-printers/x7
Photocentric. (no date) Liquid Crystal Magna. [Online image][06/02/2023] https://photocentricgroup.com/lcmagna/
The International Organisation for Standardization. (2021) ISO/ASTM 52900:2021 Additive manufacturing - General principles - Fundamentals and vocabulary. Geneva:International Organisation for Standardisation.